
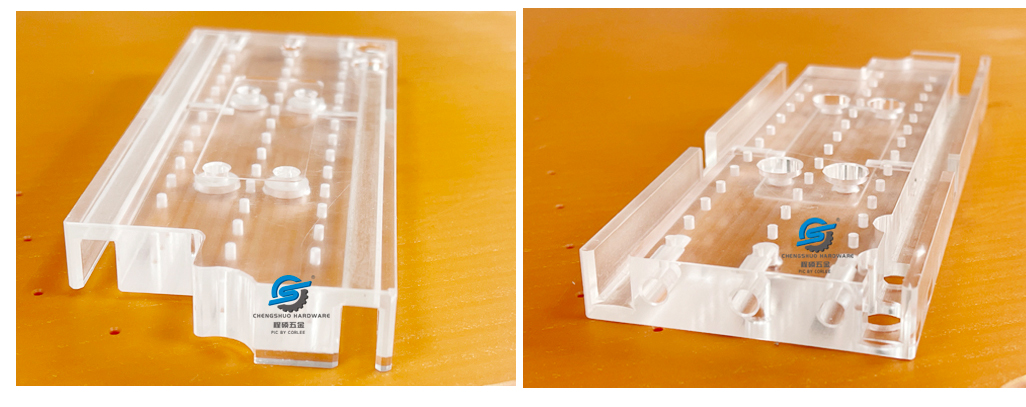
CNC-bearbeiding av akrylprodukter kan oppnå mer komplekse strukturer, redusere sprekker i akrylmaterialet undermaskinering, og oppfylle høypresisjonskrav for produkter.
Polymetylmetakrylat (CH3│—[—CH2—C——]—│COOCH3) har gode omfattende mekaniske egenskaper, rangert blant de beste blant generell plast. Dens strekk-, bøye- og kompresjonsstyrker er høyere enn polyolefin, og også høyere enn polystyren, polyvinylklorid, etc., men slagfastheten er dårlig. Men det er også litt bedre enn polystyren.fysiske egenskaper.
PMMA har høy mekanisk styrke: den relative molekylmassen til PMMA er omtrent 2 millioner. Det er en langkjedet polymer, og kjedene som danner molekylet er veldig myke. Derfor har PMMA relativt høy styrke og er motstandsdyktig mot strekk og slag. 7 til 18 ganger høyere enn vanlig glass. Det er en slags organisk glass som har blitt oppvarmet og strukket, der molekylsegmentene er ordnet på en veldig ryddig måte, noe som forbedrer materialets seighet betydelig.
Akryl er ofte brukt i industrien for å produsere og produsere instrumentpanelpaneler og deksler, også for diverse kirurgisk og medisinsk utstyr, husholdningsartikler: baderomsfasiliteter, håndverk, kosmetikk, braketter, akvarier, etc..
Når du bruker CNC til å behandle akrylprodukter, må du være oppmerksom på følgende punkter:
1. CNCProgrammeringsdesign for akrylMaskineringBehandling
For akryl (Polymetylmetakrylat, PMMA), skal programmeringsdetaljene til produktet utformes i henhold til produktets form, slik som verktøyets matehastighet og rotasjonshastighet undermaskineringbehandling. I henhold til den faktiske formen på produktet, bør programmeringsprosessen og flyten optimaliseres for å redusere destruktiviteten under behandlingen.
Ved bruk av CNCmaskineringakryl, er det svært viktig å stille inn riktig matehastighet. Hvis matehastigheten er for høy, kan PMMA bryte på grunn av ekstremt skjæretrykk. Raske matehastigheter kan også føre til at deler beveger seg ut av arbeidsholderen eller etterlater ufullkommenheter på delen; Langsomme matehastigheter kan også produsere unøyaktige deler med grove, uferdige overflater.

2. Utvalget av verktøy i akrylbehandling må være passende
Behandling av akrylplater krever bruk av passende verktøy. Avhengig av formen på verktøyet, er ofte brukte verktøy endefreser, kulefreser, flate kuttere osv. Flatkutteren er egnet for å kutte og rense store områder, endefresen er i form av en rett vinkel og er egnet for bearbeiding av kanter på tekst og grafikk, og kule-nese-kutteren er i form av en bue og er egnet til å behandle svært presise mønstre og kurver.
Materialet til kniven er også viktig. Høyhastighetsstål kutter for eksempel akryl, men gir ikke en god overflatefinish. Diamantverktøy kan forbedre overflatefinishen, men er svært kostbare. Karbid er ofte det valgte materialet for CNC-skjæring av akryl.

For CNC-bearbeiding av akryl anbefales det også å bruke en skjærevinkel på 5 grader og en tilleggsvinkel på 2 grader
I tillegg til skjæreverktøyet, må du også være oppmerksom på skjæredybden, hastigheten, etc. når du behandler akrylprodukter for å sikre at strukturen til akrylråmaterialet ikke blir skadet. Akryl er generelt et relativt skjørt materiale. Under CNC-skjæring kan bruk av passende verktøy og passende skjæredybde og hastighet unngå bearbeiding av skrap forårsaket av sprekker eller glidning av materialet. Ved kontinuerlig skjæring er det nødvendig å ta tak i den faktiske prosesseringshastigheten og dybden til verktøyet, og prøve å sikre at materialstrukturen ikke blir skadet, slik som fragmentering, frakobling osv. Samtidig bør man være oppmerksom på å minimere varme og statisk elektrisitet under behandlingen.
3. Bruk riktig bor og skråkant
Sørg fordedrill kan effektivt lage hull i akryl ved å velge riktig boremateriale. Karbid er et utmerket valg for boring av akryl, og mange produsenter bruker O-spor endefres borekroner spesielt utviklet for skjæring og boring av akryl. I tillegg må borekroner holdes skarpe, sløve bor vil produsere mindre enn rene kanter og kan lett føre til spenningssprekker og sprekker.
Ved CNC-bearbeiding av akryl er det best å bruke en skråkant med bor. For å forhindre at borkronen skader komponentene i akrylmaterialet, må den vippes nedover langs en jevn skråning for å forhindre skade og sikre en jevn overflate.
Samtidig skal skjæredybden og -retningen overvåkes. Rotasjonsretningen til CNC-verktøyet: venstre og høyre, eller mot klokken og med klokken, må være rimelig tilpasset produktet for å sikre nøyaktigheten av produktimplementering og designfunksjoner.
Innleggstid: Jan-16-2024